
Титановые побочки
Титановые буйства, алюминиевые побочные устройства, носители из нержавеющей стали, высокотемпературные сплавные носители, пешеходные побочные устройства с ЧПУ с ЧПУ (производство, обработка, грубая обработка, отделка)
Описание
Характеристики производительности титана
1, высокая прочность, плотность титанового сплава, как правило, составляет около 4,51 г/см3, только 60% стали, плотность чистого титана находится только близко к плотности обычной стали, некоторый высокопрочный титановый сплав превышает прочность на многих структурной стали сплава.
2, высокая тепловая прочность, использование температуры, чем алюминиевый сплав, на несколько сотен градусов выше, в средней температуре все еще может поддерживать необходимую прочность, может быть при температуре 450-500 градусов для долгосрочной работы в двух типах сплава титана в диапазоне 150 градусов до 500 градусов по-прежнему имеет высокую специфическую силу, а алюминовый сплав в 150 градусов, чем прочность на ослабление. Рабочая температура титанового сплава может достигать 500 градусов, в то время как алюминиевый сплав ниже 200 градусов.


| Заканчивать | Песочничная обработка, анодизация цвета, черный, цинк/никлевый покрытие, польская, |
| Power Coter, Passivation PVD, титановое покрытие, электрогалванизация, | |
| гальванирующий хром, электрофорез, QPQ (усыпанный ктххен), | |
| Электрополишинство, хромирование, кнурл, логотип лазерного травления и т. Д. | |
| Основное оборудование | Центр обработки с ЧПУ (фрезеровая), токарный станок с ЧПУ, шлифовальный аппарат, |
| Цилиндрическая шлифовальная машина, бурная машина, лазерная режущая машина и т. Д. | |
| Формат рисования | Step, STP, GIS, CAD, PDF, DWG, DXF и т. Д. Или образцы. |
| Терпимость | +/- 0,005 мм и +/- 0,01 мм |
| Шероховатость поверхности | RA 0,1 ~ 3,2 |
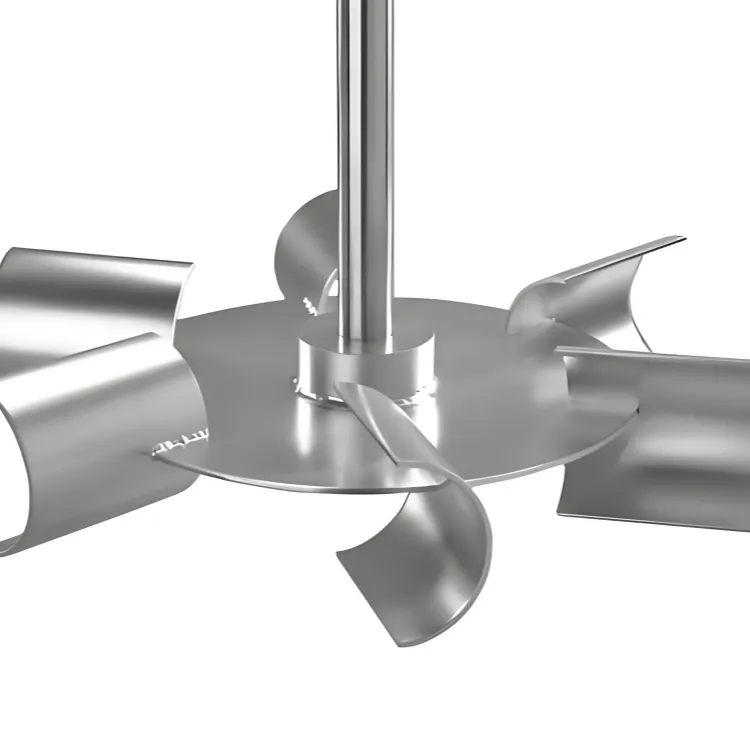
Основные применения рабочего колеса титанового сплава находятся в следующих областях
(1) Материал: титановый сплав/нержавеющая сталь.
(2) Процесс сварки: подача диффузионной связи.
(3) Сварное приспособление: импортированный специальный графитный джиг.
(4) Цикл отбора проб: 3-5 рабочих дней, включая дизайн джига и время производства.
(5) Цикл обработки: 7-10 рабочих дней.
(6) Преимущества процесса: нет вспомогательных материалов, нет сварки, различные металлические сварки, небольшая деформация, многосегментное соединение поверхности, высокая прочность.

GNEE является глобальным ведущим интегрированным поставщиком медных материалов, специализирующихся на разработке и изготовлении высокоостренных медных трубок, медных стержней и медной фольги. Опираясь на промышленные преимущества Аньянга, провинции Хэнань и удобный экспортный канал Желтого моря, наши продукты экспортируются в более чем 50 стран и регионов. Мы стремимся предоставить высококачественные медные решения для автомобильной, электроники, строительства и других отраслей, с годовым экспортным объемом более 300 миллионов долларов США, мы являемся доверенным медным партнером на международном рынке.

горячая этикетка : Титановые буйства, Китайские титановые поставщики производители, поставщики, фабрика, Титановая заготовка, Титановые фланцы, Титановый прокат, титановые винты для фиксации, Титановые источники, шероховатость поверхности титана





